咨询热线
13962469131
13962469131

追求合作共赢
Win win for you and me售前售中售后完整的服务体系
诚信经营质量保障价格实惠服务完善


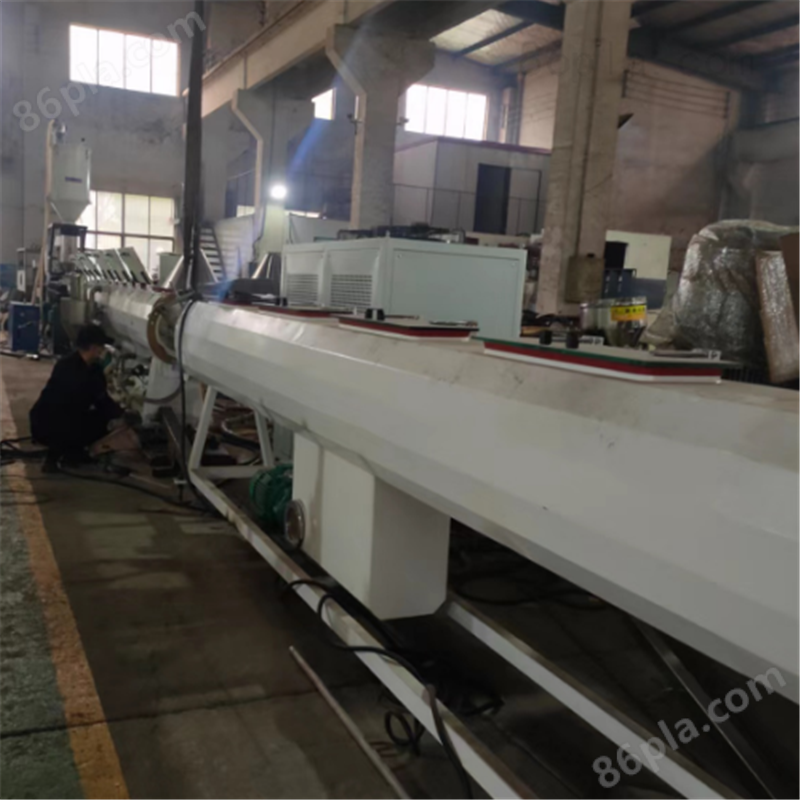
简要描述:多功能管材挤出生产线选用PP、MPP管材的挤出机,螺杆采用带屏障和混炼头结构,机筒采用新型开槽机筒,塑化和混炼效果好,挤出量大而且非常稳定。模头具有溶体温度低,混合性能好,模腔压力低,生产稳定的特点。
相关文章
Related Articles详细介绍
| 品牌 | 其他品牌 |
|---|
多功能管材挤出生产线特点和功能:
多功能管材挤出生产线操作注意事项:
(1)配戴劳保用品,穿长袖工作服,工作鞋,戴手套。
升温是按工艺要求设定各区温度,升温时间不得低于2小时。
(2)温度升够后,检查料斗内是否有料,检查电位器是否零位,然后开启主机。开启主机时要慢慢用电位器给定频率,使电机控制在5-10r/min之间。
(3)开始挤出的料要用袋子接好,尽量保持工作面干净整洁,当挤出的料塑化好后再上模具。
(4)合闸前应检查各线路是否连接正常,电源电压是否正常,循环水是否正常。
(5)开机前做好设备周围卫生,设备周围不得存放与生产无关的物品。检查设备各部位是否正常,防护装置是否牢固。检查各润滑部位并按时加注润华油。
(6)模具上好后应查看各间隙是否均匀,开机后人体不得对着模具。
(7)生产过程中电机控制在15-20r/min之间,随时检测产品尺寸及外观,并按合同要求尺寸生产
维护:
产品咨询
